




Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

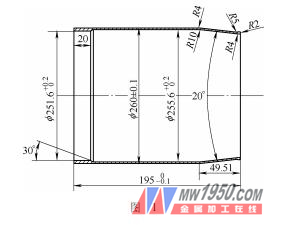
During the school work, the author participated in the processing research of thin-walled products. The CNC machine tool used was CK7525 (Baoji Machine Tool Co., Ltd., the system is FANUC0i), which mastered the processing of thin-walled hole parts. The shape of the product is shown in Figure 1. This product is a component used in aviation machinery. The hole wall is very thin, and the diameter is relatively large, and the processing precision is high, which brings great difficulty to the processing. The material of the product is 2024, which is a typical hard aluminum alloy. Its high strength, good overall performance, good fatigue strength and good cutting performance, but poor corrosion resistance. Since the minimum wall thickness of the product reaches 2.16 mm and the wall thickness of the front end is uniform, it brings great difficulty to the cutting process.
In order to process the product on a CNC lathe to meet the requirements, we have developed a reasonable process and designed some special fixtures and unique circle sleeves. This paper mainly describes the processing process of the product from the three aspects of process analysis, fixture design and processing steps.
Process analysis
In terms of appearance, this part belongs to the thin-walled parts of the revolving body. We mainly consider roughing on a horizontal lathe first, then semi-finishing and finishing on a CNC lathe to complete the workpiece. At the same time, the following characteristics of this part must be considered:
(1) At the time of clamping, since the workpiece is relatively thin, in order to avoid deformation due to the clamping, the blanking is about 50 mm longer than the workpiece, so that it is clamped at the position of the blank.
(2) The workpiece wall is thin and is easily deformed by the influence of the cutting force during processing. Therefore, it is necessary to use a new jig to clamp the workpiece.
(3) The diameter of the workpiece is large, and a large amount of heat is generated during cutting, which causes deformation of the workpiece.
2. Process
After a period of trial production and continuous improvement of the process, a proven process was finalized.
(1) In the blanking stage, in order to prevent the workpiece from being deformed by clamping, a sleeve blank with an outer circle of φ 270 m m and an inner hole diameter of 230 m is used, and the length is 250 mm (reserved 50 mm clamping position).
(2) Roughing on the horizontal lathe, the end faces of the car are flat, to ensure the length of the workpiece is 247mm, which is convenient for processing and positioning. The taper at the outer and inner holes is simultaneously processed.
(3) Perform heat treatment to eliminate the internal stress of the workpiece and improve the overall performance.
(4) Semi-finishing the shape on a CNC lathe. This process uses the tailstock to support the right end of the workpiece. The machining process should be sufficiently cooled, and the workpiece should be clamped with anti-soft claws during clamping.
(5) Remove the workpiece and perform aging treatment to eliminate the internal stress of the workpiece.
(6) Use a plastic circle to cover the outer circumference of the workpiece and semi-finish the inner cavity of the workpiece.
(7) Remove the workpiece and perform aging treatment to eliminate the internal stress of the workpiece.
(8) The plastic circle is used to cover the outer circumference of the workpiece, and the inner cavity of the finished workpiece reaches the qualified size.
(9) Remove the workpiece and perform aging treatment to eliminate the internal stress of the workpiece.
(10) Re-clamping, using a special fixture to clamp the workpiece, finishing the shape of the workpiece to a qualified size.
(11) The workpiece was cut and cut to prevent deformation of the workpiece, and the cutting blade width was 1 mm.
Since the wall thickness of the workpiece is only 2.16mm, and the diameter of the machining is large, the expansion coefficient of the metal is large. If the semi-finishing and finishing vehicles are continuously turned in one clamping, the cutting heat generated will greatly affect the dimensional accuracy of the workpiece. Even the workpiece can be jammed on the fixture and cannot be removed. Therefore, in order to avoid the higher temperature during finishing, we use a lower speed for finishing, while separating the semi-finishing and finishing, and separating the machining of the inner and outer circles. Always pay attention to the temperature variation of the workpiece to affect the dimensional accuracy. At the same time, in order to eliminate the internal stress of the workpiece during processing, the aging treatment is performed after the processing is completed.
3. Fixture design
Since the batch size of the product is not very large, two sets of auxiliary fixtures are designed for the processing of the product, one is a simple plastic circle, and the other is a simple auxiliary fixture. The analysis of the two fixtures is as follows:
(1) Plastic circle clamping and turning (see Figure 2). The plastic circle 1 is placed in the middle position of the workpiece to prevent the inner hole turning tool from being deformed to the middle position; the plastic circle 2 is placed at the small arc of the front end to prevent deformation when the knife is fed.

(2) Simple auxiliary fixture design, as shown in Figure 3. When finishing the outer circle, since the hole wall is very thin and it is easy to deform during processing, a simple fixture is designed, which is low in cost. When clamping, firstly insert the mandrel into the spindle hole of the CNC machine, and then place the workpiece on the self-centering chuck. At this time, it is slightly clamped; then put the plastic washer and put it with the mandrel. The taper is matched to a certain degree, and then the aluminum alloy pad (the spring and the block are connected together) is put on; finally, the rotary tip is used to hold it, and the rotating tip cannot be used too much force, otherwise deformation will occur; Center the chuck to complete the clamping of the workpiece.

4. Processing steps
In order to meet the processing needs, we have programmed two programs for semi-finishing, namely shape processing and cavity machining. Finishing also writes two programs for shape processing and cavity machining. A program was programmed for cutting. Proceed as follows:
(1) The shape of semi-finished thin-walled parts. Since the machining allowance of the workpiece is about 6 mm and the distribution is not uniform, if one-time forming is used, it is easy to cause an error, and the internal stress is unevenly distributed. Therefore, by modifying the tool compensation of the machine tool (positions 1 and 7), Process twice to achieve the goal. The first processing is 3mm, and the second processing is also 3mm.
(2) Semi-finished inner wall of thin-walled parts. Use a plastic washer to cover the shape of the workpiece and perform semi-finishing of the inner cavity of the thin-walled part. Due to the large machining allowance, the method of step 1 is used. This is achieved by modifying the tool offset (positions 1 and 8) of the machine tool twice. The first processing is 3mm, and the second processing is also 3mm.
(3) Finishing the inner cavity of thin-walled parts. Use plastic washers to cover the shape of the workpiece and finish the appearance of thin-walled parts to meet the qualified requirements.
(4) Finishing the appearance of thin-walled parts. The designed fixture is used to clamp the workpiece, and the shape of the thin-walled part is finished to meet the qualified requirements.
(5) Cut the workpiece to ensure the length of the workpiece. The cutting knife has a knife width of 1 mm to prevent large radial force during cutting and to deform the workpiece.
5 Conclusion
It has been proved by production practice that the clamps have reasonable structure, reliable positioning, uniform clamping force, high overall rigidity, good versatility, and light and flexible, which can improve cutting speed and reduce labor intensity. The pass rate of this processing method is more than 98%, which fully meets the design requirements and improves the production efficiency.

June 09, 2023
Mail a questo fornitore
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.